History of Kronospan
In 1897, a family-owned sawmill was established in Lungotz, Austria. This business, still family-owned, now claims to be the world's largest manufacturer of wood panel products, employing 11,000 people in 38 plants worldwide. The graphic below illustrates some milestones in the company's history.
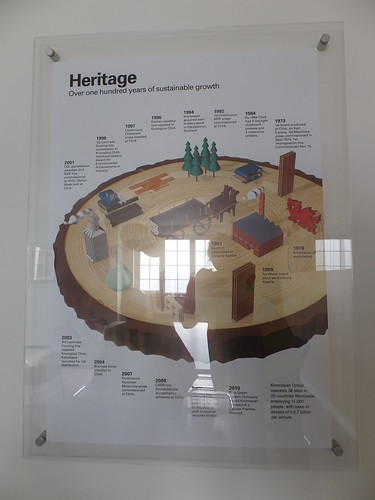
Graphic showing milestones in the company's history.
Products made by Kronospan
The company uses the tag "Kronospan - Wood, perfected", emphasising that, unlike natural wood, its products are homogeneous, non-warping, sap and knot free. A wide range of different products are now made, all often referred to generically (if incorrectly) as 'MDF'.
The standard product is Medium Density Fibreboard, produced in various thicknesses up to 38mm.
A lighter grade of MDF, 'Krono Light' is available where weight is important, in thicknesses up to 25mm.
High Density Fibreboard ('hardboard') can be up to 6mm thick.
'Deep Router' grade is optimised for routing.
'Moisture Resistant' grade is intended for high humidity areas.
'Krono Thin' is supplied in 3mm or 4mm thickness.
Particle Board comprises three layers of resin-bonded wood chips.
Oriented Strand Board (OSB) offers high strength and moisture tolerance.
Faced boards have a melamine or treated paper surface which can be coloured or patterned to simulate natural wood. The simulated wood products may be textured to enhance the wood effect.
These products are normally supplied in 8 ft. by 4 ft. or 10 ft. by 4 ft. sheets.
The Kronospan Plant at Chirk
Kronospan produces most of the above options (excluding OSB) at its plant at Chirk. The picture below shows a model of the plant. The actual manufacturing lines and the sawmill are housed in the two huge 'sheds'. The mysterious-looking equipment at the rear is the Pre-production area where the wood particles are produced for the various products. At the rear of the site is the railway line from Shrewsbury to Chester. Kronospan have their own private siding and receive up to eight trains a week of logs. On the right, is the logyard where logs and wood chips are stored.
 Model of the Chirk plant.
Model of the Chirk plant.
The picture below is a very simplified graphic outlining the manufacturing processes.
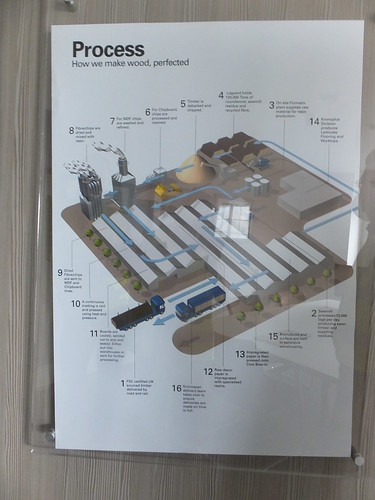
Graphic illustrating the manufacturing processes.
1. Wood is received by road and rail. 70% is FSC-Certified (see the Forest Stewardship Council website for more details).
2. The sawmill processes around 13,000 logs per day.
 The Control Room at the Sawmill.
The Control Room at the Sawmill.
3. The onsite formalin plant provides the raw material for resin production. Formadehyde is a gas at room temperature but dissolved into water becomes formalin. Treated with Urea it forms urea formaldehyde resin which is used to bind the materials. Formaldehyde is probably a human carcinogen but Kronospan MDF products are 'low formaldehyde' to the European Standard E1 (see the HSE site for more information).
 The Formalin Plant at Chirk.
The Formalin Plant at Chirk.
4. The logyard can hold around 120,000 tons of roundwood, sawmill residue and recycled fibre.
5. Timber is de-barked and chipped.
6. For chipboard, chips are processed and cleaned in Pre-production.
7. For MDF, chips are washed and refined in Pre-production.
8. Fibre/chips are dried and mixed with resin in Pre-production.
 General view of the Pre-production area.
General view of the Pre-production area.
9. Dried fibre/chips are sent to MDF and Chipboard lines.
10. A continuous matting is laid and pressed using heat and pressure.
 Production line for MDF.
Production line for MDF.
11. Boards are cooled, sanded, cut to size, tested then either warehoused or sent for further processing.
 Cooling MDF production.
Cooling MDF production.
12. Raw Decor Paper is impregnated with special resins.
13. Impregnated Decor Paper is pressed onto core boards.
 Applying Decor Paper to core board.
Applying Decor Paper to core board.
14. Kronoplus Division produces laminate flooring and worktops.
15. Products are held in warehousing.
16. Products are delivered to customers or distributors.
Manufacturers of Process Machinery
Much of the plant we saw was from the Siempelkamp Group from Germany, which includes a number of companies specialising in different aspects of the process. They are a major manufacturer of process equipment for this industry and the group website is here. Studying this website gives a little more information on the techniques used. There are a number of PDF files which can be downloaded including:-
1. Wood preparation and blending technology for flakes, fibers, and strands.The laminating press applying Decor Paper which we looked at was from Wemhoener, also in Germany.
2. Mat Forming Concepts for Particleboard, MDF and OSB.
3. Laminating Plants.
4. Finishing Lines for the Wood-Based Panel Industry.
5. 'SicoScan' Process Measuring Systems for new plants.
6. Biomass power plants by Siempelkamp.
Related articles on other sites
Medium Density Fibreboard (Wikipedia).
High Density Fibreboard (Wikipedia).
Oriented Strand Board (Wikipedia).
Particle Board (Wikipedia).
Related articles on this site
All my posts on commercial woodland at Ty Gwyn.
My pictures
Kronospan, Chirk.
